2.2 炼钢厂KR脱硫液压系统
2.2.1 主机功能结构
KR脱硫是通过机械搅拌的方式使铁水产生旋涡,然后向旋涡区投入定量脱硫剂,通过不断搅拌脱硫剂和铁水中的硫使其充分混合并产生化学反应,从而达到脱硫的目的。KR脱硫的核心设备就是用来搅拌铁水的搅拌器,搅拌器的旋转速度是影响脱硫效果的最主要因素。此处介绍的某厂KR脱硫液压系统设备是经技术改造而成的。
2.2.2 液压系统原理
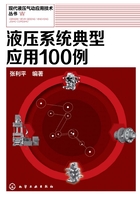
图2-3为KR脱硫液压系统原理,该系统主要由闭式回路、循环过滤冷却回路与控制及补油回路等组成,工作原理如下。
(1)闭式液压回路
在闭式液压回路中,油源为两台双向比例变量泵12(图2-3未画出另一泵),两泵互为备用。当工作泵无法正常工作时,备用泵自动开启,工作泵停止工作并报警显示。比例变量泵12采用转角(即排量)方式控制,按系统唯一执行元件——单向定量液压马达19实际转速需要提供所需流量,当所需流量和压力(由负载决定,压力传感器检测)的乘积(即功率)大于主电机11的功率时,自动转为功率方式控制,防止主电机超载。系统最高压力由溢流阀17设定。主电机11采用软启动方式,以避免对电网产生冲击。

图2-3 KR脱硫液压系统原理
1—循环泵;2—冷却器;3、5—节流阀;4—循环过滤器;6—双联泵电机;7—双联柱塞泵;8,9,17—溢流阀;10—过滤器;11—主电机;12—比例变量泵;13—高压过滤器;14,15—单向阀;16—回油过滤器;18—电液换向阀;19—单向定量液压马达
(2)循环过滤冷却回路
循环泵1、冷却器2和循环过滤器4共同组成油箱循环回路,对液压油进行过滤和温度控制。针对液压马达19周围环境温度高的特点,通过节流阀5所调流量对液压马达19进行冲洗,保证其能够长期安全可靠运行。冲洗压力由节流阀3设定。
(3)控制及补油回路
由电机6驱动的双联柱塞泵7中的小泵,为主泵12提供控制油,在控制油路工作压力下,主泵具有恒压变量功能,降低了系统的能耗。小泵最高压力由溢流阀9设定,起到安全保护作用。大泵为闭式回路的补油泵,补油压力由溢流阀8-1设定,冲洗压力由溢流阀8-2设定。补油泵排量设定为系统流量的25%,由于补油泵的工作压力低于2MPa,不具有恒压变量功能,此处作为定量泵使用,但排量可调。因为补油泵的工作压力和排量以及冲洗压力均可调,故在使用过程中,可根据现场实际工作情况进行适当调整。
针对闭式系统抗污染和散热能力差的缺点,在系统中采取了以下措施:①在比例变量泵12的补油口和控制油入口,安装了过滤器10和高压过滤器13,对进入闭式系统的液压油进行过滤。②由于液压马达19只需要一个方向旋转,在比例变量泵12的B油口安装了回油过滤器16,对运行中的液压油进行过滤。③在液压马达19不工作时,电液换向阀18断电,复至上位,液压油在低压大流量情况下,在闭式系统中循环,通过回油过滤器16进行过滤,部分过滤后的热油通过溢流阀8-2回到油箱。通过以上措施,液压油得到充分的过滤,保证了液压油的清洁,解决了系统抗污染能力差的问题;补油泵不停地将冷油打入系统,部分热油通过溢流阀8-2源源不断地回到油箱,解决了系统散热能力差的问题。
(4)液压系统油箱
液压系统油箱为矩形结构,不锈钢材质。油箱附件主要包括液位控制器、温度控制器、空气过滤器和棒式磁滤器。液位、温度、压力(安装在比例变量泵12出口处)采用模拟量控制,在主控室的电视画面上就能显示出液压系统的各种运行参数,可对液压系统实行自动控制和实时监控,提高了自动化水平。
2.2.3 液压系统特点
①该KR脱硫液压系统采用闭式循环油路,通过比例变量泵-定量马达容积调速回路实现对脱硫搅拌速度无级调控。通过调节比例变量泵的排量,使其和液压马达的实际需求保持一致,通过位置传感器的反馈,检测泵的排量,通过压力传感器检测并反馈泵的出口压力,实现闭环控制,提高了液压系统的控制精度和响应速度。
②通过双联柱塞泵的小泵为系统提供控制油,通过大泵为系统补油。补油泵可在以下4个方面的作用得到最佳发挥:a.补偿液压泵和液压马达的泄漏油液;b.维持主系统回路压力,增加主泵进油口处压力,防止大流量时产生汽蚀;c.将冷油补进系统,排出热油,降低油温;d.在排出热油的同时,也将管路中含有的污染物颗粒排出系统,起到冲洗的作用。
③系统部分技术参数如表2-1所示。
表2-1 炼钢厂KR脱硫液压系统部分技术参数
