2.5 板坯精整生产线清理机液压系统
2.5.1 主机功能结构
板坯精整是通过火焰清理机烧嘴喷出的氧气和可燃气体,将铸坯表面有缺陷的区域融化,并按设定的清理速度将缺陷氧化清除,从而使铸坯表面质量得以改善的一种新工艺。液压传动的清理机是精整工艺过程中的重要设备,当铸坯沿输入辊道进入对中区域时(图2-6),由液压马达驱动的对中装置(驱动)对中后等待火焰清理机就位。待清理机就位后,铸坯进入前夹送辊,在液压缸驱动的夹送辊上下辊夹持作用下,经液压驱动的导向辊调整进入清理机,清理机可按事先设定好的清理模式对铸坯的任意表面进行缺陷处理。处理完的铸坯在液压缸驱动的后夹送辊上下辊夹持作用下,沿辊道经除磷装置进入输出辊道,从而完成铸坯整个精整过程。由此可见,在整个精整过程中,清理机液压系统的工作过程分为对中—夹紧调整—复位夹紧调整三个阶段。即进入清理机前铸坯的对中等待,进出清理机的夹送导向以及清理完成后的夹送导向复位。

图2-6 板坯精整工艺流程简图
2.5.2 液压系统原理
清理机液压系统主要由动力源和液压阀台组成,其原理分述如下。
(1)动力源
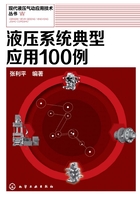
如图2-7所示,板坯精整清理机液压系统以恒压变量泵、蓄能器组作为油源。2台恒压变量泵7互为备用,当工作泵出现故障时,备用泵自动开启,工作泵停止并报警显示;每台变量泵的吸油管设有带限位开关的蝶阀,与泵的驱动电机联锁,是电机开启的先决条件;泵的吸油口和出油口分别设有柔性接头和高压软管,以减小管路的振动。泵出口串接单向阀用于防止油液倒灌;泵出口管路设有的高压过滤器(过滤精度10μm),以过滤油液中的杂质;泵出口并联的安全阀9,用于防止系统压力超载;压力表和压力继电器10,可实时监测泵出口压力变化,并提供高压泵启停的联锁信号。

图2-7 板坯精整清理机液压系统动力源原理
1—油箱;2—液温控制器;3—液位控制器;4—液位计;5—空气过滤器;6—加热器;7—恒压变量泵;8—高压过滤器;9—安全阀;10—压力继电器;11—蓄能器;12—溢流阀;13—回油过滤器;14—定量泵;15—冷却器;16—循环过滤器;17—电磁水阀;18—冷却水过滤器;19—排污球阀;20—采样球阀
蓄能器组含5个皮囊式蓄能器11和安装在供、回油管路间的溢流阀12,当蓄能器组冲油压力大于溢流阀设定值(15.5)MPa时,溢流阀开启,油液流回油箱。
系统的油箱为矩形箱体,不锈钢材质;油箱吸油区和回油区用隔板分开,上部连通,有利于回油区油液杂质的沉淀,并保证上部干净的油液流入吸油区,使变量泵平稳吸油。每个油区设有清洁口,以便人工清洁油箱;油箱下部设有带截止阀的排污口,以便人工排除脏油;油箱注油高度的中部设有油品采样点,以便提取油样。油箱的附件主要包括液温控制器2、液位控制器3和空气滤清器5等。液位控制器用于监控油箱液位的高低,共设高位、低位、最低位3个控制点,与泵的驱动电机联锁,以确保油箱内油液始终处于高位与最低位之间。油箱内油温由液温控制器监控,设6点控制温度,并与加热器6、电磁水阀17及泵驱动电机联锁,控制加热器、冷却器15及泵驱动电机的启停,以获得较好的工作油温。空气滤清器5置于油箱顶部,兼作注油口。
循环泵(定量叶片泵)14、水冷板式冷却器15、浸入式加热器6和带有光电堵塞指示器的循环过滤器16共同组成油箱的循环系统,用以控制油液的温度和清洁度。进水管路设有Y型过滤器18,可有效过滤水中的杂质,延长冷却器使用寿命;水过滤器后设置的电磁水阀17,通常处于常闭状态,其开启状态与油温联锁,当油液温度升高到设定值时,电磁水阀开启,冷却器工作,与循环系统一起组成冷却循环,使油液均匀冷却。加热器安装在油箱内,工作状态与油温联锁,当油液温度降低到设定值时,加热器工作,与循环系统一起组成加热循环,使油液均匀加热。循环过滤器16,与循环系统一起组成循环过滤回路,在泵7工作前,可启动循环泵,过滤油箱油液,保证油液清洁度要求,起到保护阀组,延长阀组、主泵使用寿命的作用。
回油过滤器13为带有光电堵塞指示器的单筒过滤器,安装在系统回油管路上,对系统回油进行过滤,保证流回油箱的油液的清洁度要求,是控制系统清洁度最有效的过滤器。
(2)阀台
阀台液压原理如图2-8所示,它共包含6个液压控制回路,分别为液压马达对中导向控制回路,前夹送上、下辊升降控制回路,前夹送导向辊升降控制回路,后夹送上、下辊升降控制回路。各回路执行元件均采用三位四通电液换向阀控制运动方向,采用双液控单向阀进行调速。根据工艺要求,对不同钢种的铸坯夹送辊的夹持力不同,这就要求控制回路具有调整夹送辊夹送压力的能力。本液压系统前后夹送辊上下辊的压力调定通过带外置放大器的比例减压阀控制实现。生产过程中,通过改变电信号控制比例减压阀实现油路压力的实时控制。

2.5.3 液压系统特点
①针对板坯精整清理机在三个工作阶段中流量要求大,具有间歇性大流量的特点,采用高效低能耗的恒压变量泵和蓄能器组合作为动力源,不仅可以实现系统功能,而且可以降低泵组功率,提高效率,降低温升,实现节能。
②系统采用完备的油箱的循环系统,用以控制油液的温度和清洁度,以减小故障发生概率,提高运行可靠性。
③对于不同钢种的铸坯,生产中对夹送辊夹持力大小要求不同,在设计中考虑采用比例减压回路实现对夹送辊夹送压力的实时调整。
④系统技术参数见表2-3。
表2-3 板坯精整清理机液压系统部分技术参数
