2.11 烧结机布料装置电液伺服系统
2.11.1 主机功能结构
烧结机是大型黑色冶金烧结厂抽风烧结过程中的主体设备,用于将不同成分、不同粒度的精矿粉、富矿粉烧结成块。布料装置是烧结机的关键部分,工作时,外运而来的烧结原料经过混料、配料等工序后经传送带运送到烧结机,布料装置按照工艺要求将混合料均匀布到烧结台车上,台车通过点火炉完成烧结过程。布料闸门开启度调节非常关键,动作要精确,能按给定信号调节闸门开启度并自动校正。
布料装置一共有7个闸门,其中1个为主闸门(负载15kN,最大行程150mm,最大速度220mm/s,控制精度0.2mm),6个为辅闸门(负载8kN,最大行程50mm,最大速度220mm/s,控制精度0.2mm)。位移料缝控制系统主要实现料缝的粗调,6个微调料缝控制可单独工作,也可同时工作。主闸门由2个上置液压缸控制,液压缸采用关节轴承球铰连接;每个辅闸门则由1个液压缸控制,当液压缸活塞完全伸出时,布料闸门完全关闭,反之,闸门完全打开。液压缸的位移通过与其连接的位移传感器检测反馈回控制系统,布料装置主辅闸门采用电液伺服控制系统。
2.11.2 液压系统原理
该系统由液压伺服油源、阀控模块、伺服缸和传感器、电控系统等组成。系统工作介质为L-HM32,介质清洁度为NAS16386级,油温控制是(40±5)℃。
(1)油源
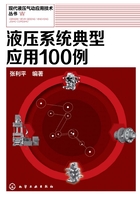
图2-27为伺服油源液压原理。它主要由液压泵组、调压阀控单元、循环过滤装置及冷却器等组成。液压泵组由轴向恒压变量柱塞泵9、电动机11和蓄能器10等组成,一共有两组,互为备用。调压阀控单元由集成阀块、两个电磁溢流阀12及单向阀等组成,电磁溢流阀主要用于液压泵的压力调整和安全卸荷;过滤器8和13分别用于液压泵组压油过滤。液压泵循环过滤装置由定量泵(齿轮泵)14、过滤器单元15等组成,其主要功能是对液压油循环过滤,将沉淀在液压油箱的铁屑等杂质过滤干净。冷却器6是系统中的热交换元件,工作介质通过电磁水阀控制冷却水进行热交换。回油过滤器5用于系统的回油过滤。油箱设有液位计1、空气过滤器2、液位继电器3及温度传感器4用于油箱的液位液温控制及空气净化。

图2-27 液压伺服系统油源液压原理
1—液位计;2—空气过滤器;3—液位继电器;4—温度传感器;5—回油过滤器;6—冷却器;7—电磁换向阀;8—吸油过滤器;9—恒压变量柱塞泵;10—蓄能器;11—电动机;12—电磁溢流阀;13,15—管道过滤器;14—定量泵(齿轮泵)
(2)阀控单元
图2-28所示为阀控单元液压原理,它由1个主闸门阀控单元及6个辅闸门阀控单元组成,每个阀控单元由液压阀块、3μm过滤器、P口蓄能器及伺服阀等组成,各阀控单元分别用于相应闸门液压缸的控制,液压缸为两端杆径相同的双作用缸。

图2-28 液压伺服系统阀控单元液压原理
1,7—位移传感器;2—辅闸门液压缸;3—辅闸门集成阀块;4—辅闸门电液伺服阀;5,12—蓄能器;6,13—过滤器;8—主闸门液压缸;9—主闸门集成阀块;10—分流器;11—主闸门电液伺服阀
2.11.3 液压系统特点
①与目前烧结厂较多使用的液压比例控制布料装置相比,电液伺服控制的布料闸门的开度调节更为精确,响应较快。
②系统的主要技术参数见表2-8。
表2-8 铝液抬包清理机液压源部分参数
