3.1 20MN快速锻造液压机液压系统
3.1.1 主机功能结构
快锻液压机是一种重要的锻造生产设备,具有自动化程度高、锻造频率快、锻造尺寸精度控制精确等特点,适用于各种金属材料的锻压加工特别是特殊钢及钛合金生产中,这些材料塑性差,变形抗力大,热加工温度范围窄,要求锻压设备能力大、速度快。根据锻压工况要求,本液压机有机操作可分为普通锻造和快速锻造两种工况:普通锻造时,系统压力为25MPa,主缸输出力20MN,回程力1MN,锻造频次35~45次/min;快速锻造时,快锻行程为30mm,输出力4MN。快锻频率为85次/min。该机液压系统采用了电液比例插装阀控制。
3.1.2 液压系统原理
(1)元件作用
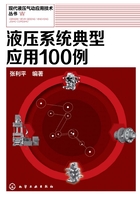
该液压机液压系统原理如图3-1所示,系统共有6组定量泵(图3-1中仅画出一个泵组)供油,每组流量为540L/min,电机功率为250kW,通过不同组流量组合,可使液压机具有不同的工作速度和锻造次数。系统的执行元件有柱塞式主缸11和单作用活塞式回升缸21,用于带动滑块的下降和上升,完成锻压作业。

图3-1 20MN快速锻造液压机液压系统原理
1—液压泵组;2,3,7,8,13,15,16,17,20—插件;4—溢流阀;5,18,19—二位四通电磁换向阀;6,12—二位二通电液比例方向阀;9,14—电液比例溢流阀;10—液控单向阀;11—主缸;21—回升缸;22—二位四通电液阀;23—蓄能器;24—副油箱
插件2是单向阀,用于防止压力油倒灌以保护液压泵;插件3与其先导控制阀(溢流阀4和二位四通电磁换向阀5)构成电磁溢流阀,用于液压泵最高压力设定和卸荷控制。
电液比例方向阀6用于主缸下行时的进油通断控制,插件7作主缸11的进油路单向阀,插件8及其先导阀(电液比例溢流阀9)用于主缸下行锻造压力的控制,液控单向阀10用于主缸11的自重充液和反向开启后油箱的回油,二位四通电液阀22则用于阀的反向导通控制。
电液比例方向阀12用于回升缸回升时的进油通断控制,插件15用作回升缸进油路的单向阀,插件13及其先导阀(电液比例溢流阀12)用于回升缸21带动滑块上行压力的控制。
插件16、17及其先导阀(二位四通电磁换向阀18)用于控制滑块下行时回升缸有杆腔的回油路的通断控制。
二位四通电磁换向阀19作为插件20的先导阀,控制件20的启闭,以使蓄能器23与回升缸的有杆腔通断。蓄能器23作用有两个:一是用于主缸带动滑块快速下降锻压作业时回升缸油液的挤入;二是锻压结束主缸泄压后向回升缸供油使滑块迅速上升。
液压系统还设有自循环过滤冷却系统,以保证系统连续工作时液压油足够的清洁度和正常工作温度。
(2)工作原理
普通锻造:工作时,二位四通电磁阀5通电切换至上位,液压泵1由卸荷转为升压力。电液比例溢流阀9通电,建立锻造压力。电液比例方向阀6通电,液压泵的压力油经主管道和插件(作单向阀)7进入主缸11,二位四通电磁阀18通电切换至右位使插件16、17打开,回升缸无杆腔接通油箱,滑块快速下降,此时充液单向阀10打开向主缸补液。当上砧接触到工件时,转为加压工进,当加压至工件成型时,阀5断电,泵1卸荷。阀18断电复至图示左位,插件16、17关闭;二位四通电磁换向阀19通电,主缸11卸荷;卸荷完毕后,电磁阀5通电,电液比例方向阀12通电,液压泵压力油经插件15进入回升缸有杆腔,滑块快速上升,上升到设定位置停止,进入下一循环。
快速锻造:当液压泵组启动,系统建立压力时,二位四通电磁换向阀19通电,蓄能器23与回升缸21连通,电液比例溢流阀14通电,建立回升压力;同时,比例溢流阀9通电,建立锻造压力。液压泵的压力油经主管道和插件7进入主缸11;滑块快速下降进行锻压,并将回升缸油液挤入蓄能器;当加压至工件成型时,阀5断电,液压泵卸荷。比例溢流阀9断电,主缸11开式泄压;随着主缸压力的降低,蓄能器中油压推动回升缸迅速上升,当上升至设定位置后,进入下一次锻造。
3.1.3 液压系统特点
①液压机系统采用多泵油源,通过流量不同组合,以满足液压机不同的工作速度和锻造次数的要求,有利节能。
②系统采用比例阀+插装阀进行控制,一方面减少了元件数量,简化了油路结构,有利于机电液一体化,便于系统的数字化控制,提高锻造精度和系统自动化程度;另一方面系统工作压力高,通流能力大、密封性能好、响应快、抗污染能力强,动作安全可靠。
③通过设置压力传感器、卸荷溢流阀和安全阀等措施,用以实现系统的过载保护,此外,液压缸行程上设有行程开关,用于换向油路卸压,液压缸停止动作的信号源,提高了设备安全性能。
④电液比例溢流阀14、插装阀20和蓄能器23一起构成液压弹簧,可在吸收滑块向下锻造时的压力能并在滑块回升时释放此液压能,提高运行速度和系统稳定性。