2.4 初始轧辊凸度对板形和板凸度的影响
对板形控制来说,初始轧辊凸度的选择是一个十分重要的问题,合理地选择初始凸度,可使板形变化始终被限制在轧机控制能力之内,这无疑是获得良好板形的重要保证。对所轧产品宽度变化大的轧机来说,应根据产品宽度的不同而采用相应凸度的轧辊,一般地说,在轧制力相同的情况下,板宽越大,所需凸度越小[2]。
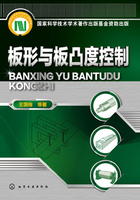
如图2-7所示,当采用初始凸度a时,热凸度-轧制力关系曲线T与完好板形线F的切点恰好对应于工作轧制力PA,这时可以获得良好板形。但如果初始凸度选择不合理,例如选用b>a,则实际的热凸度-轧制力关系曲线上升为T1,实际凸度K1在良好板形线之上,会造成中波。

图2-7 初始轧辊凸度对板形和板凸度的影响
工作辊凸度对板形和板凸度的影响可以用工作辊凸度影响率KCW来表示:
 (2-2)
(2-2)
式中 ΔCW——产生凸度变化ΔC时对应的工作辊凸度的改变量;
C,C0——与工作辊凸度CW、CW0相对应的带钢凸度。
工作辊凸度CW、CW0是指轧辊中部直径DWM和边部直径DWE的差值(DWM和DWE通常为抛物线形或与辊身相似的形状),即:
CW=DWM-DWE (2-3)
支撑辊凸度对板形和板凸度的影响可以用支撑辊凸度影响率KCB来表示:
 (2-4)
(2-4)
式中 ΔCB——产生凸度变化ΔC时对应的支撑辊凸度的改变量;
C,C0——与支撑辊凸度CB、CB0相对应的带钢凸度。
支撑辊凸度CB和CB0即轧辊中部直径DBM和边部直径DBE的差值,即:
CB=DBM-DBE (2-5)
由于轧制时轧辊的不均匀热膨胀、轧辊的不均匀磨损以及轧辊的弹性压扁和弹性弯曲,致使空载时原来平直的辊缝在轧制时变得不平直了,导致板带的横向厚度不均和板形不良。为了补偿因上述因素造成的辊缝的形状变化,需要预先将轧辊车磨成一定的原始凸度或凹度,赋予辊面以一定的原始形状,使轧辊在受力和受热轧制时,仍能保持平直的辊缝。由于轧辊热膨胀所产生的热凸度在一般情况下与轧辊弹性弯曲产生的挠度相反,故在设计辊形时,应按热凸度与挠度合成的结果,定出新辊的凸度(或凹度)曲线。
在实际生产中,原始辊形的选定并非完全依靠计算,而是依靠经验估计与对比。在大多数情况下,一套行之有效的辊形制度都是经过一段时期的生产试轧,反复比较其实际效果之后才确定下来的。检验原始辊形合理与否,应从产品质量、设备利用情况、操作的稳定性以及是否有利于辊形控制与调整等方面来衡量。