2.5 刷光
刷光是使用金属丝、动物毛、天然纤维或人造纤维制成的刷轮对零件表面进行加工的过程。可以干刷,也可以湿刷。其主要用途是清除零件表面的氧化皮、锈斑、机械加工后的毛刺;在零件表面上产生有一定规律的、细密的丝纹或获得无光的缎面外观。刷光不会改变零件的几何形状。常用的刷轮一般由钢丝、黄铜丝等材料制成,有时为了特殊的目的,也用其他材料。零件材料较硬时,应选择硬金属丝刷光轮;零件材料较软时,则选用软金属丝或人造纤维刷光轮。刷光轮的旋转速度一般为1200~2800r·min-1。直径大的刷光轮,应采用较低的转速,硬质材料的零件,应选用较高的转速。进行湿法刷光时,一般都用水作刷光液,钢铁材料的镀前刷光,除用水外,如需去污,则宜采用具有脱脂功能的清洗剂。
2.5.1 刷轮的种类
刷轮的特点及主要用途见表2-59,决定其特性的主要因素是制造刷轮所用纤维材料的种类和粗细。
表2-59 刷轮的特点及主要用途

(续)

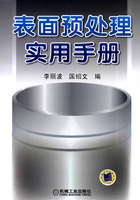
刷轮的种类很多,决定刷光性能的主要是材料及其形状。按其制作的材料可分为金属丝刷轮和非金属丝刷轮两类。常用金属丝刷轮的规格及用途见表2-60。常用金属丝刷轮的外观如图2-4所示。

图2-4 常用金属丝刷轮的外观示意图
a)成组的辐射刷轮 b)波形辐射刷轮 c)短丝密排辐射刷轮 d)杯形刷轮 e)普通宽面刷轮 f)条形宽面刷轮
表2-60 常用金属丝刷轮的规格及用途

(续)

2.5.2 刷轮与刷光参数的选择
前面介绍了刷轮的类型及一般使用范围,在具体加工时,对刷轮及刷光参数的选择还要视零件的材料、性质和具体的技术指标要求而定,现以零件的刷光要求进行分述。
1.表面清理
清理零件表面的锈皮、焊渣、旧漆层时,需要高的切削力,常选用刚性大的钢丝刷轮。同时选用比较高的转速进行干刷清理,其刷轮旋转速度在2000r·min-1以上。
清除零件表面的一般污物或浸蚀后残留的浮灰时,则选用切削力低、刚性小的黄铜丝、猪鬃或纤维丝刷轮。其旋转速度与压力要适中,一般控制在1800~2000r·min-1。这种刷光可采用干刷,也可用湿刷,对于去浮灰的湿刷,刷光液用自来水即可,如需去污,则采用有脱脂功能的清洗剂。
2.去毛刺
去毛刺需要刷轮具有相当高的切削力。对于外表面棱边的毛刺,常采用直径为0.3mm的短丝密排辐射刷轮,刷轮的线速度一般为33m·s-1。对于圆孔棱边的毛刺,常采用杯形刷轮,其线速度一般为22~33m·s-1。对于内螺纹的毛刺,则要用小型刷轮。
3.丝纹刷光
丝纹刷光要根据零件材料、形状和装饰要求的不同,选用不同类型和材料的刷轮。对于较软的金属材料(铜、黄铜、铝、银等),刷光应选用黄铜丝或镍-银丝刷轮;钢等硬金属材料则选用钢丝刷轮;铝铭牌、面板则常用含细磨料的织物(俗称百洁布)作刷光工具。
刷轮的类型根据要求的丝纹纹路选定,如要得到圆弧形的丝纹,则采用环形刷轮;要求表面呈直线丝纹时,则选用辐射刷轮。进行丝纹刷光时,压力不能太大,否则刷丝侧面与零件接触,便产生不了丝纹效果。丝纹刷光的速度也不宜太大,一般控制在刷光速度范围的中下限,具体还要根据被刷光基材而定。丝纹刷光可以干刷,也可以湿刷。当零件表面洁净无锈蚀、油污时,可进行干刷,湿刷时刷光液采用无腐蚀作用的清洗剂。
4.缎面修饰
所谓缎面修饰,就是使用软而细的刷轮,将零件表面刷成无光缎面的加工。通常使用的是刚性小的波形刷轮,采用细而软的金属丝,有时也用猪鬃或纤维刷轮。刷光速度要小,一般在15~25m·s-1。缎面刷光压力要低,掌握在使金属丝轻轻擦过零件表面,刷痕应均匀一致,要与零件的轮廓线平行。湿法缎面刷光时,用浮石粉和水作刷光液。