2.4 铜线装载平台液压系统
2.4.1 主机功能结构
铜线装载平台(简称平台)是连铸连轧生产线中,将生产好的铜线顺利装载到运输车的一种装置,它由驱动系统、控制系统、检测装置和执行机构等部分组成,通过液压传动,可实现自动升降、左右旋转移动。执行机构包括液压缸驱动的夹紧机构、升降机构和液压马达驱动的旋转机构。
平台初始状态为:水平伸缩液压缸(简称水平缸)(1个)伸出,升降液压缸(简称升降缸)(1个)上升,抓紧缸(8个)松开。按下启动按钮,系统首先检测有无铜线,若装置中无铜线,则发出报警信号(按消警按钮可以消除报警);有铜线后按启动按钮,则水平缸缩回,升降缸下降,抓紧(缸)手紧缩,升降缸上升,水平缸伸出后再下降,触动下降限位开关,松开抓手,将铜线放入装载装置中,进行下一次循环。
2.4.2 液压系统原理
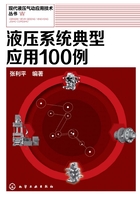
铜线装载平台液压系统原理如图2-5所示,系统采用双泵供油,其中小流量泵3用于升降缸43的空载动作油源,大流量泵4除用于升降缸43满载动作油源外,还向水平缸44、夹紧缸45~52和双向定量液压马达53提供压力油。泵3的最高压力由溢流阀5设定并通过压力表6观测,泵4的最高压力由溢流阀10设定并通过压力表12观测。泵3和泵4可分别通过二位四通机能电磁换向阀16和20的M型机能实现卸荷。升降缸43、水平缸44和夹紧缸45~52的运动方向依次由三位四通电磁换向阀17、18、19进行控制,当这三个换向阀均断电时,缸43、缸44和缸45~52位置保持不变,分别由液控单向阀25和26、27和28、31和32实现锁紧,此时,阀17、18、19的H型中位机能使各相关液控单向阀的控制压力能释放,以保证锁紧的可靠性;升降缸有杆腔回油路上设置的平衡阀23和24缸用于防止该缸因活塞和工作部件自重下滑;水平缸44采用节流阀30调速,夹紧缸45~52依次采用单向节流阀33~40进行调速,以实现平稳夹紧,并通过调节单向节流阀实现左右两侧夹紧缸的单向节流同步。液压马达53的旋转方向由二位四通电磁换向阀20进行控制,马达的正反向调速分别由单向节流阀41和42进行调节,马达的锁紧通过电磁换向阀20右位封堵其进回油口实现。蓄能器8则用于维持系统的压力,补偿系统的泄漏。

图2-5 铜线装载平台液压系统原理
1,2,11—过滤器;3—小流量泵;4—大流量泵;5,10—溢流阀;6,12,21,22—压力表;7—截止阀;8—蓄能器;9,16,20—二位四通电磁换向阀;13,14,15—减压阀;17,18,19—三位四通电磁换向阀;23,24—平衡阀;25,26,27,28,31,32—液控单向阀;29—二位二通电磁换向阀;30—节流阀;33~42—单向节流阀;43—升降液压缸;44—伸缩液压缸;45~52—夹紧液压缸;53—双向定量液压马达
2.4.3 液压系统特点
①液压系统采用高低压双定量泵组合供油,在满足负载要求前提下有利节能。
②立置的升降缸采用单向顺序阀进行平衡,可防止自重下滑。
③对顶的夹紧缸采用单向节流阀进行单向节流同步控制,简便易行。
④液压马达直接采用三位四通电磁换向阀中位实现锁紧,其阀芯磨损易引起滑阀间隙增大,故不如其他执行元件采用双向液压锁锁紧更为可靠。
⑤铜线装载液压系统采用PLC控制,简单可靠,运行平稳,精度满足工作要求。